Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
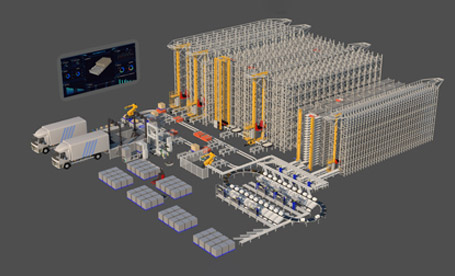
Solutions and consulting: DELIECN has decades of experience providing logistics & warehouse automation for the key industries.
Learn More
Manufacturing logistics is changing rapidly. Globalized supply networks, shorter product life cycles, rising labor costs, and increasing SKU diversity are pushing companies to rethink how materials are stored, moved, and delivered across production environments.
Traditional warehouse processes often struggle to keep pace with these demands. Manual handling can create inefficiencies, inconsistent inventory accuracy, and delays between storage areas and production lines. In response, more manufacturers are adopting automated warehouse systems to build faster, more reliable, and more scalable intralogistics operations.
An automated warehouse system combines storage automation, warehouse robotics, conveyors, and intelligent software into a coordinated operating environment. Instead of relying on disconnected manual workflows, manufacturers can create a more controlled system for inbound handling, inventory storage, order preparation, line-side supply, and outbound logistics.
In 2026, this shift is becoming more important than ever. Automated warehouses are not only improving logistics efficiency. They are also helping manufacturers build stronger supply chain resilience and better production continuity.
Manufacturing warehouses operate differently from many standard distribution centers. They do not simply store and ship products. They must also support production schedules, ensure material availability, manage semi-finished inventory, and maintain continuous flow between receiving, storage, assembly, and shipping.
This creates several common operational challenges:
Automated warehouse systems help solve these issues by replacing fragmented handling steps with more structured and data-driven material flow processes.
In manufacturing environments, warehouse automation is closely tied to production logistics. Materials must be delivered at the right time, in the right sequence, and in the right quantity to avoid interruptions on the shop floor.
Automated systems such as stacker cranes, pallet shuttle systems, conveyors, lifts, and AMRs support this requirement by enabling controlled transport between storage and production areas. Instead of relying on manual forklift routing and ad hoc replenishment, companies can establish repeatable workflows for inbound storage, buffering, line-side feeding, and finished goods transfer.
This is especially valuable in factories where warehouse and production processes operate under strict takt time, limited floor space, or high daily throughput requirements.
One of the biggest advantages of an automated warehouse system is the ability to improve storage density. ASRS warehouse solutions use vertical space much more effectively than conventional storage layouts, which is particularly important for manufacturers working within land or building constraints.
Automated pallet warehouses can support high-bay configurations for raw materials, finished goods, and buffer storage. Common ASRS technologies in manufacturing include:
By increasing storage density and reducing aisle requirements, these systems help manufacturers store more inventory closer to production without needing major building expansion.
Many manufacturing sectors now operate with higher SKU counts than in the past. Electronics, pharmaceutical production, automotive components, spare parts, and precision manufacturing often require storage of thousands of item types in compact warehouse areas.
In these environments, tote shuttle systems and mini-load AS/RS solutions are especially effective. They support automated storage and retrieval of bins, totes, and cartons while maintaining high-density storage and stable picking performance.
Tote automation can support:
For manufacturers managing complex part assortments, these systems can significantly improve both logistics efficiency and production responsiveness.
Autonomous mobile robots are becoming an increasingly important tool in manufacturing warehouse automation. Unlike fixed conveyor systems, AMRs can move dynamically across warehouse and production environments, making them suitable for workflows that require routing flexibility.
Typical AMR applications in manufacturing include:
AMRs can also work alongside other automation systems, connecting storage equipment with production processes and helping create a more flexible intralogistics network. This makes them particularly useful in factories where product mix, routing priorities, or layout requirements change over time.
Software is the foundation that allows automated warehouse systems to function as a coordinated whole. Without strong software integration, even advanced equipment may operate as isolated automation islands.
Several software layers are typically involved in a modern automated warehouse:
Together, these systems manage where materials are stored, when they are moved, how tasks are prioritized, and how warehouse activities align with production planning. For manufacturers, this level of integration is essential for maintaining stable material supply and improving visibility across operations.
The transformation of manufacturing logistics is not just about adding robots or storage equipment. It is about creating a smarter warehouse environment where data, material flow, and operational decisions are more closely connected.
A smart automated warehouse can help manufacturers achieve:
These benefits are especially important in industries where warehouse performance directly affects factory output.
Automated warehouse systems are becoming a core part of modern manufacturing logistics. By combining ASRS warehouse solutions, shuttle systems, warehouse robotics, and integrated software platforms, manufacturers can create more efficient and more adaptable warehouse environments.
In 2026, the role of automation in manufacturing logistics is expanding from storage efficiency alone to full operational coordination. Companies that invest in automated warehouse systems are better positioned to improve space utilization, support production continuity, and build stronger long-term supply chain performance.