Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and Consulting: With decades of experience, DELIECN provides intelligent warehousing & logistics solutions and consulting services for clients across a wide range of industries.
Learn More
Solutions and consulting: DELIECN has decades of experience providing logistics & warehouse automation for the key industries.
Learn More
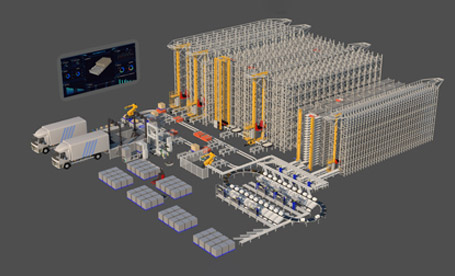
The client is an integrated pharmaceutical manufacturer combining R&D, formulation, production, and marketing. Its product portfolio includes more than 40 dosage forms, such as small-volume injections, tablets, capsules, and granules. With production expansion, the existing conventional warehouse faced limitations in storage capacity and manual picking efficiency, prompting the need for a smart warehousing upgrade.
Following implementation, the warehouse upgrade delivered measurable improvements:
• More than 24,400 storage locations, with space utilization of up to 95%
• Throughput capacity reaching 450 totes per hour
• End-to-end traceability of pharmaceutical materials, with inventory and process data accuracy reaching 99.99%
• Overall operational efficiency improved by approximately 80% compared with traditional flat warehouses
